Introduction
I remember standing on a shop floor, oil on my boots, watching a machinist coax a stubborn part into tolerance—there’s a kind of humble pride in that moment. In workshops like that one, CNC milling and turning centers hum away, handling everything from prototype runs to small-batch production. Recent surveys show many shops report productivity gains of 20–40% after adopting smarter multi-tasking machines (and yes, those numbers still surprise me). So how do we move beyond simple upgrades to real, measurable change in throughput and part quality?
We’ll look closely at what’s driving that shift, compare solutions, and figure out which trade-offs actually matter on the floor. I’ll be candid: some “improvements” are just marketing gloss. But others—real engineering advances—deliver. Let’s unpack them together.
Why Traditional Solutions Fail for Modern Shops
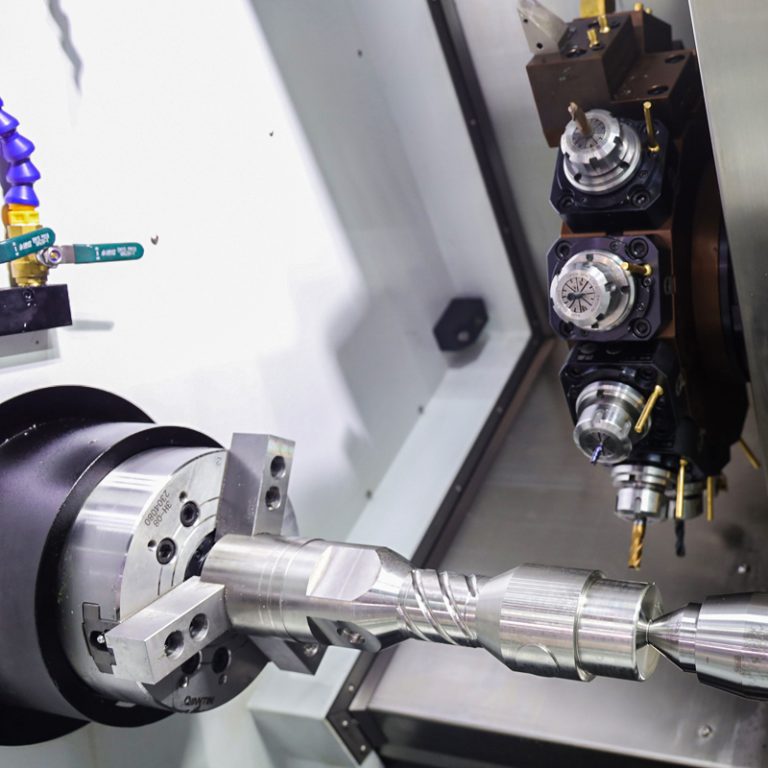
First, consider the practical reality: many shops still rely on separate mills and lathes, or on older combo machines that lack true axis flexibility. A modern example I point to often is the milling and turning machining center with y axis, which blends lathe and mill capabilities into a single cell. In practice, traditional setups create hidden delays—workpiece transfers, extra setups, and repeated alignments—that quietly consume hours each week. The flaws here are structural: tool-change latency, limited Y-axis motion, and weak spindle/servo integration that prevent true simultaneous operations. Look, it’s simpler than you think: fewer handoffs equals fewer mistakes.

What exactly breaks down on the shop floor?
When I audit shops, I focus on three recurring pain points. First, throughput bottlenecks caused by tool-change and turret indexing times—especially with an older servo turret or slow tool changer. Second, axis mismatches: a weak Y-axis or poorly tuned CNC controller forces extra manual work and limits machining strategies. Third, process visibility—many legacy cells lack the telemetry to diagnose root causes quickly (no live spindle speed or load tracking, for example). Those problems add up: scrap, rework, and downtime. I’ve seen them—and fixed them—with targeted retrofits and better machine choices. — funny how that works, right?
Future Outlook: New Principles and Practical Choices
Now let’s look forward. I’ll keep this practical and a little optimistic. The next wave of gains comes from machines built around integrated motion, smarter toolpaths, and better diagnostics. For instance, modern controls let you leverage synchronized spindle speed and axis motion to reduce cycle time without sacrificing finish. If you’re considering upgrades, a true hybrid like the cnc mill turn center can collapse several steps into one—milling, turning, drilling—while a well tuned power converter and spindle control shave seconds off each operation.
From a case perspective: shops that adopt these principles—strong Y-axis capability, fast tool changers, and integrated CNC controllers—tend to cut non-cutting time by 30% and reduce setups dramatically. It isn’t magic; it’s system thinking. I’ve watched teams adjust their fixtures, rewrite boring toolpaths, and suddenly pick up whole shifts of capacity. The result? More predictable lead times and happier customers. — and yes, I still get a kick out of that.
What’s Next for Decision Makers?
Before you buy, test these ideas on a real part. Measure setup time, spindle load during a cycle, and turret indexing delays. Ask your operator: does this reduce touches or just move them? You want machines that solve root problems, not just reshuffle work.
Closing Advice: How to Choose Wisely
To wrap up, here are three concrete evaluation metrics I use when recommending multi-process centers. First, non-cutting time percentage: measure how much of the cycle is actual cutting versus index, change, and idle time. Second, axis flexibility and synchronization: verify true Y-axis travel and simultaneous motion capability with real G-code tests. Third, diagnostics and serviceability: ensure the CNC controller logs spindle load, tool life, and error codes in a readable way. These metrics tell you more than specs on a PDF.
In the end, I trust systems that make operators’ lives easier and produce consistent parts—practical, usable improvements over flashy features. If you want to explore specific models or compare retrofit options, I’m happy to walk through those trade-offs with you. For reliable hybrid machining solutions, take a look at Leichman.